
According to ISO regulations, when describing the movement of CNC machine tools, a right-handed rectangular coordinate system is used; the coordinate axis parallel to the main axis is defined as the z axis, and the rotation coordinates around the x, y, and z axes are A, B, and C, respectively. The movement of each coordinate axis can be realized by the worktable or the movement of the tool, but the direction is defined by the movement direction of the tool relative to the workpiece. Usually five-axis linkage refers to the linear interpolation motion of any 5 coordinates in x, y, z, A, B, and C.
In other words, five axes refer to the three moving axes of x, y, and z plus any two rotating axes. Compared with the common three-axis (x, y, z three degrees of freedom) machining, five-axis machining means that when machining parts(5 Axis Cnc Machining Aluminum/Copper/Stainless Steel/Brass/Titanium etc.,) with complex geometry, the machining tool needs to be able to be positioned and connected in five degrees of freedom.
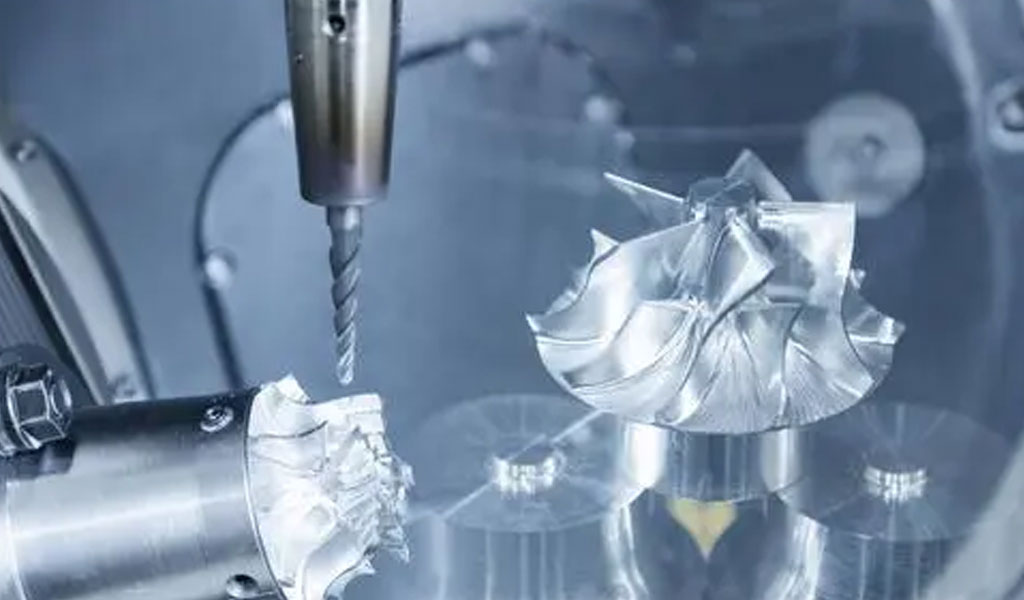
The machine tools used in five axis machining are usually called five-axis machine tools or five-axis machining centers. Five-axis machining is often used in the aerospace field to process body parts, turbine parts and impellers with free-form surfaces. The five-axis machine tool can process different sides of the workpiece without changing the position of the workpiece on the machine tool, which can greatly improve the processing efficiency of prismatic parts.
Five-axis machining centers are also called five-axis linkage machining centers. The most commonly used machining centers on the market are X, Y, and Z three-axis machining centers. The X, Y, and Z three-axis travel determines the size of the parts that can be processed. The five-axis machining center is a machining center with high technological content and high precision specially used for machining complex curved surfaces. The industry has a pivotal influence. At present, the five-axis linkage CNC machining center system is the only means to solve the processing of impellers, blades, marine propellers, heavy generator rotors, steam turbine rotors, large diesel engine crankshafts, etc.
Which five-axis is the five-axis machining center? Commonly used five-axis machining centers are X, Y, Z, A, C or X, Y, Z, A, B. Among them, X-axis, Y-axis and Z-axis are linear axes, and A-axis, B-axis and C-axis are rotation axes.
Five-axis linkage means that there are at least five coordinate axes on a machine tool. Usually, X, Y, Z axes, A-axis, and C-axis form five-axis linkage processing. This process is good at spatial surface processing, special-shaped processing, and hollow processing , punching, oblique hole, oblique cutting, etc. In addition, there is also a “pentahedron machining center” similar to a three-axis machining center, except that it can do five faces at the same time, but it cannot do special-shaped machining, punch oblique holes, cut bevels, etc.
Common classification of five-axis machining centers
Vertical five-axis machining center, horizontal five-axis machining center, cradle-type two-axis NC table, NC table NC indexing head, NC table 90 axis, NC table 45B axis, NC table A axis. The above-mentioned linkage methods have their own characteristics, and it is impossible to classify which one is better. We can only say which processing procedure is suitable for the product you want to produce, so which five-axis machining center to choose.
(1) Five-coordinate linkage double swing head machine tool
The drive power of the swing coordinates of the double swing head machine tool is small, the workpiece is easy to load and unload, and the coordinate conversion relationship is simple
(2) Five-coordinate linkage double turntable machine tool
- (A) The rotating coordinates have sufficient stroke range and good process performance.
- (B) Due to the limitation of the structure, the rigidity of the swing coordinate is low, which becomes the weak link of the rigidity of the whole machine tool. For the double turntable machine tool, the rigidity of the turntable is much higher than that of the swing head, thus improving the overall rigidity of the machine tool.
- (C) It is easy to develop into a processing center. It only needs to install an independent tool magazine and a tool changing manipulator, but the coordinate drive power of the turntable of the double turntable machine tool is relatively large, and the coordinate conversion relationship is more complicated;
(3) Five coordinate linkage one swing head one turntable machine tool
The performance of the one-swing head one-rotary table machine tool is between the above two
Features of five-axis machining centers
- Can effectively avoid tool interference
- One-time clamping can perform multi-faceted and multi-process processing on multiple spatial surfaces on the workpiece
- For ruled surface parts, side milling can be used for one-cut molding
- For the general three-dimensional surface, especially the relatively flat large surface, the end face of the large-diameter end mill can be processed close to the surface
- During five-axis machining, the tool can be in the most effective cutting state relative to the surface of the workpiece. Uniform distribution of errors on the surface of the part
- In some processing occasions, a larger size tool can be used to avoid interference for processing
The most widely used five-axis machining center is the point-touch machining center
The so-called point contact processing refers to the processing method of point contact forming in the processing process, such as spherical milling cutter processing, spherical grinding wheel grinding, etc. The main features of this processing method are: the normal vector of the spherical surface points to the whole space, and it has the ability to adapt to the normal vector of the curved surface during processing. Interference can be avoided by making the tool radius smaller than the minimum curvature radius of the surface. Therefore it is suitable for processing any curved surface. However, due to the point contact forming, the cutting speed at the cutting point approaches zero, so the cutting conditions are poor, and the processing accuracy and efficiency are low.